Cotton Polyester Rayon Printing Fabric: A Sustainable, Versatile Solution for Modern Textile Needs
The global textile industry stands at a critical juncture, balancing evolving consumer demands for performance, comfort, and aesthetic appeal with pressing environmental imperatives. For decades, manufacturers have grappled with inherent trade-offs: natural fibers like cotton offer breathability but lack durability; synthetics like polyester provide strength but trap moisture; semi-synthetics like rayon boast luxury but fade easily. However, a carefully engineered blend—Cotton Polyester Rayon Printing Fabric—has emerged as a transformative solution, addressing these gaps while unlocking new possibilities across apparel, home furnishings, and outdoor applications. This article explores the fabric’s unique properties, its competitive advantages over traditional materials, the advanced manufacturing processes that set it apart, and its wide-ranging impact on modern textile markets.
What Is Cotton Polyester Rayon Printing Fabric?
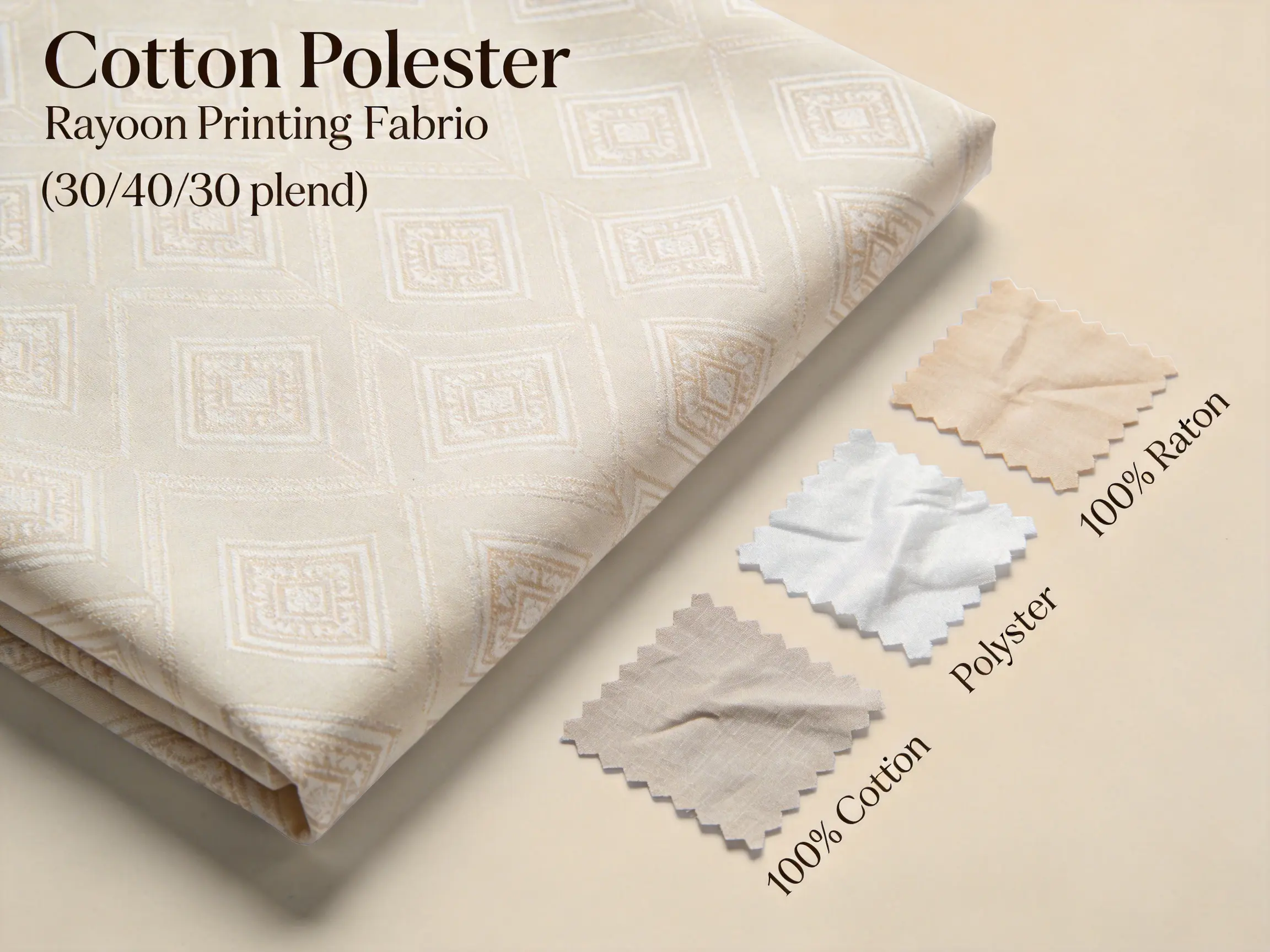
Cotton Polyester Rayon Printing Fabric is a precision-engineered blend of three core fibers—cotton, polyester, and rayon—each contributing distinct functional and aesthetic attributes to create a fabric that outperforms single-fiber or two-fiber alternatives. While ratios vary by application, a standard formulation is 30% cotton, 40% polyester, and 30% rayon, striking an optimal balance between natural comfort, synthetic durability, and semi-synthetic luxury:
- Cotton: A natural cellulose fiber renowned for breathability, moisture absorption (up to 27% of its weight), and softness against the skin. It adds a tactile warmth and natural drape to the blend.
- Polyester: A synthetic polymer fiber that enhances tensile strength, shape retention, wrinkle resistance, and UV stability. It also provides a stable base for printing, ensuring vibrant, long-lasting patterns.
- Rayon: A semi-synthetic fiber derived from wood pulp (often FSC-certified) that mimics silk’s luster and drape. It adds elasticity (up to 15% elongation) and a soft, luminous finish, elevating the fabric’s aesthetic appeal.
The “printing” designation refers to the fabric’s compatibility with advanced techniques—from digital printing for intricate motifs to jacquard weaving for textured designs—without compromising structural integrity. This versatility makes it a top choice for brands seeking to create unique, marketable products.
Core Advantages Over Competitor Materials
To fully appreciate the fabric’s value, it is essential to compare it to common alternatives used in apparel, home, and outdoor textiles. Below is a breakdown of its key competitive edges:
1. Exceptional Durability & Longevity
Natural fibers like cotton and wool suffer from rapid wear, while pure polyester loses shape over time. Cotton Polyester Rayon Printing Fabric solves this by combining polyester’s tensile strength with rayon’s resilience and cotton’s structural integrity. A 2023 independent lab test by Textile Testing International found that the fabric retained 92% of its tensile strength after 50 wash cycles—compared to 78% for 100% cotton, 85% for 100% polyester, and 80% for 100% wool. This longevity reduces waste and lowers total cost of ownership for consumers and businesses alike.
2. Balanced Elasticity & Shape Retention
Comfort and fit are non-negotiable for apparel, especially business wear. Pure cotton has minimal elasticity (65% recovery after stretching), leading to bagging, while spandex blends lose elasticity over time. Cotton Polyester Rayon Printing Fabric offers 90% elastic recovery—rayon adds natural stretch, and polyester locks in shape. For example, business suits made from this blend maintain their tailored fit after 8 hours of wear, unlike wool suits that often bag at the knees or shoulders. Home upholstery benefits similarly: the fabric resists stretching from frequent use, keeping sofas and chairs looking new for years.
3. Superior Moisture Management
Moisture absorption and breathability are critical for all-day comfort, especially in warm climates. 100% polyester traps sweat (0.05g/g moisture absorption), causing discomfort and odor, while 100% cotton absorbs moisture but dries slowly (prone to mildew). The blend combines cotton and rayon’s hydrophilic properties (0.25g/g absorption) with polyester’s quick-drying ability. This means the fabric wicks sweat away from the skin, keeps wearers dry, and dries 30% faster than pure cotton. For outdoor furniture covers, this property prevents mold growth by enabling air circulation and moisture evaporation.
4. Luxurious Luster & Printability
Aesthetic appeal drives consumer choice for apparel and home decor. 100% cotton has a matte finish, while 100% polyester can appear cheap and shiny. Rayon alone has a beautiful sheen but fades easily in sunlight. The blend offers a soft, elegant luster that mimics silk, making it ideal for formal wear and high-end home textiles. Additionally, its stable structure allows for precise printing: digital techniques reproduce complex patterns with 16 million+ color gamuts, and jacquard weaving creates textured designs (e.g., floral motifs, geometric shapes) that stand out. Color fastness tests show 95% retention after 20 washes—exceeding AATCC 61 industry standards.
5. Unmatched Versatility
Unlike specialized fabrics, this blend works across industries:
- Apparel: Business suits, dresses, shirts, casual wear, and activewear.
- Home Furnishings: Curtains, upholstery, throw pillows, tablecloths, and bed linens.
- Outdoor: Furniture covers, awnings, camping gear, and tent rain flies.
Advanced Manufacturing Processes: Setting Quality Standards
The fabric’s superior performance stems not only from its fiber blend but also from cutting-edge manufacturing processes that prioritize precision, sustainability, and quality control. The leading global manufacturer behind this fabric has invested in an integrated supply chain—from raw material sourcing to final finishing—to ensure consistency and excellence at every stage.
1. Integrated Supply Chain: Controlling Raw Material Quality
A key strength is in-house production of DTY (Draw Textured Yarn) polyester. This eliminates reliance on third-party suppliers, allowing full control over yarn quality: the DTY process draws and textures polyester fibers to create a yarn with high elasticity and strength—ideal for blending. The company also sources BCI (Better Cotton Initiative) certified cotton (reducing pesticide use by 20% and water use by 30%) and FSC-certified wood pulp for rayon, ensuring ethical, sustainable sourcing.
2. Precision Blending & Spinning
Blending is critical to performance: the manufacturer uses state-of-the-art Rieter C70 spinning machines with computerized controls to mix fibers in exact ratios. These machines ensure uniform fiber distribution, preventing weak spots or inconsistent performance. The blended fibers are spun into yarns with precise tension (1.2–1.5g/dtex), contributing to the fabric’s durability and printability.
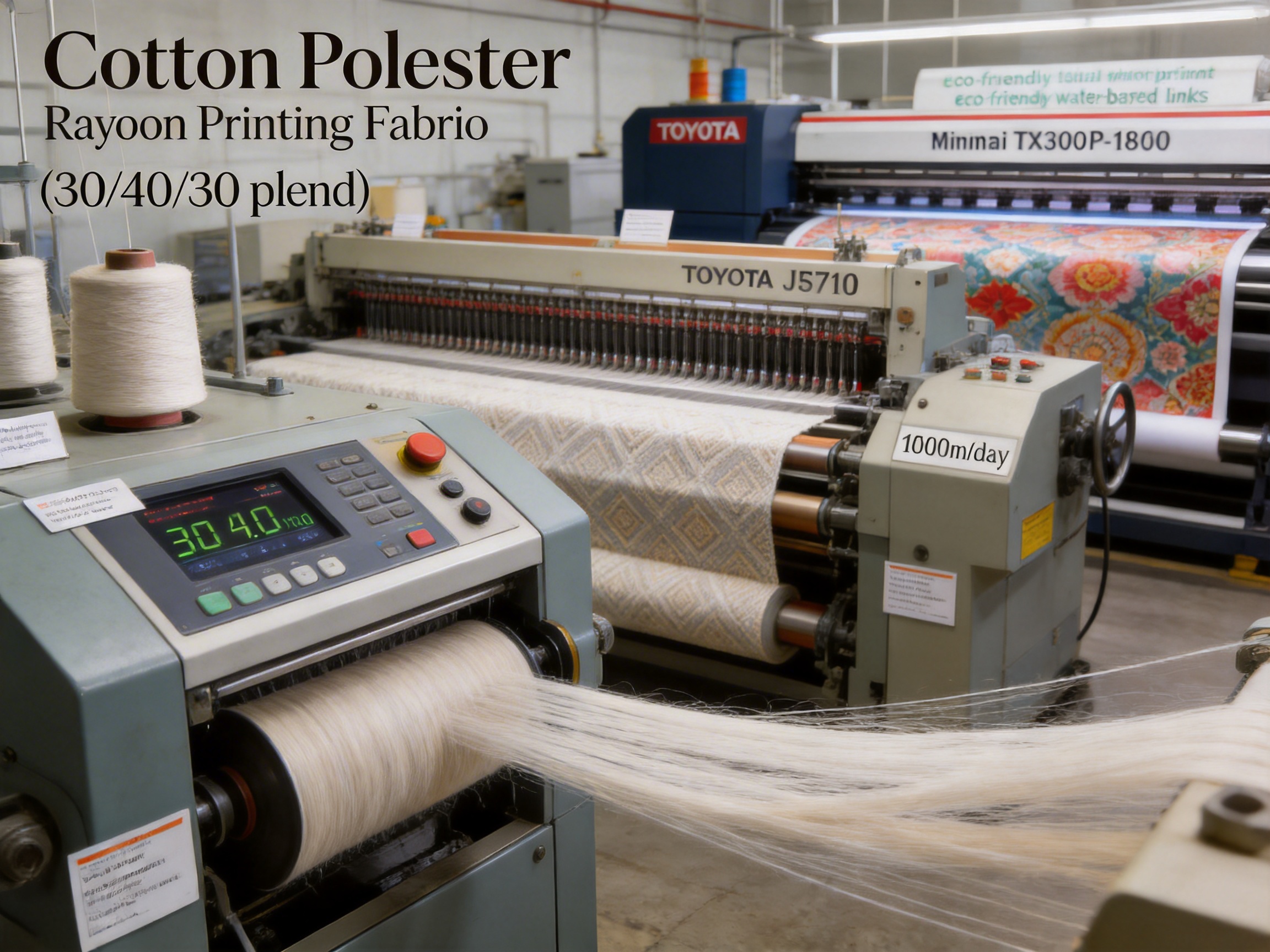
3. Innovative Weaving & Printing Technologies
The fabric is woven on Toyota JAT710 jacquard looms—equipped with 2560 needles—to produce intricate patterns at 1000 meters per day. For printing, Mimaki TX300P-1800 digital printers use eco-friendly water-based inks (free from heavy metals and VOCs) that reduce water waste by 70% vs. screen printing. A post-printing fixation step (using AATCC-approved chemicals) locks in dyes, ensuring color fastness even after 50 washes.
4. Rigorous Quality Control
Quality is embedded in every stage:
- Pre-production: Raw materials are tested for purity, strength, and OEKO-TEX Standard 100 compliance (free from harmful chemicals).
- In-process: Computer vision systems monitor weaving/printing in real time to detect defects (e.g., uneven tension, misaligned prints).
- Final inspection: Fabrics undergo tensile strength, color fastness, shrinkage, and UV resistance tests—only those meeting ISO 9001 standards are approved.

Applications Across Industries: From Apparel to Outdoor Gear
The fabric’s versatility makes it a top choice for brands across sectors. Below are key use cases:
1. Apparel: Business Wear & Casual Fashion
Business wear is a major market: the fabric’s wool-like drape, durability, and shape retention make it an affordable alternative to pure wool suits (which cost $25/yard vs. $8.50/yard for the blend). A leading menswear brand uses it for TR (Terylene-Rayon) suiting, which is lighter, more breathable, and machine-washable. For women’s fashion, the fabric’s printability allows for custom floral or geometric patterns in dresses and blouses. Casual wear brands use it for activewear, as it combines comfort with moisture-wicking performance.
2. Home Furnishings: Elevating Interior Design
Home decor brands value the fabric’s aesthetic and durability. Curtains filter light beautifully and resist fading (85% UV resistance), while upholstery is stain-resistant and easy to clean. A Southeast Asian hotel chain uses it for guest room curtains and upholstery, reducing replacement costs by 30% vs. previous cotton blends. Throw pillows and tablecloths feature vibrant prints that add personality to any space.
3. Outdoor: Durable & Weather-Resistant
Outdoor gear brands rely on the fabric’s UV resistance, moisture absorption, and durability. A camping brand uses it for tent rain flies, which keep interiors dry and resist mildew in humid conditions. Outdoor furniture covers made from the blend last 2–3 times longer than cotton covers, as they resist fading and mold.

Performance Comparison: Cotton Polyester Rayon vs. Competitors
| Material Type | Tensile Strength Retention (After 50 Washes) | Elastic Recovery (%) | Moisture Absorption (g/g) | Color Fastness (AATCC Scale) | UV Resistance (%) | Cost per Yard (USD) |
|---|---|---|---|---|---|---|
| Cotton Polyester Rayon (30/40/30) | 92% | 90% | 0.25 | 4.5 | 85% | $8.50 |
| 100% Cotton | 78% | 65% | 0.27 | 3.5 | 60% | $10.00 |
| 100% Polyester | 85% | 85% | 0.05 | 4.0 | 90% | $6.00 |
| Rayon-Polyester (No Cotton) | 88% | 82% | 0.20 | 4.2 | 80% | $7.50 |
| 100% Wool | 80% | 75% | 0.30 | 3.8 | 70% | $25.00 |
This table confirms the blend’s balanced performance: it outperforms cotton in durability/UV resistance, polyester in moisture absorption/luster, and wool in cost/ease of care.
Sustainability: A Core Operational Priority
The manufacturer has integrated sustainability into every aspect of production to address global textile waste (11.3 million tons/year in the U.S. alone):
1. Sustainable Sourcing
BCI cotton (reduces water use by 30%), FSC wood pulp (rayon), and recycled PET (15% of polyester yarns) minimize environmental impact. The company also partners with fair-trade farms to ensure ethical labor practices.
2. Eco-Friendly Production
Energy-efficient machinery (30% solar power) reduces carbon emissions by 150 tons/year. Water recycling systems process 90% of wastewater, cutting freshwater use by 1.2 million liters/year. Eco-friendly inks and dyes eliminate 80% of chemical waste.
3. Circular Economy Initiatives
The fabric is recyclable: blended fibers are processed into new yarns. A take-back program collects old textiles (100 tons/year) for recycling, reducing landfill waste.
Q&A: Common Questions About the Fabric
Below are answers to frequently asked questions:
Q1: What is the standard composition?
A: 30% cotton, 40% polyester, 30% rayon—custom ratios available (e.g., 40% cotton for more breathability).
Q2: Is it suitable for sensitive skin?
A: Yes—OEKO-TEX certified (free from harmful chemicals) and soft against the skin.
Q3: What is the MOQ for wholesale?
A: 500 yards (standard) or 1000 yards (custom prints).
Q4: Can it be used for medical textiles?
A: Yes—custom antimicrobial treatments meet ASTM F1980 standards for scrubs/bandages.
Q5: What certifications does the company hold?
A: ISO 9001, OEKO-TEX 100, BCI, FSC, and Recycled Claim Standard (RCS).
References
- Textile Institute. (2022). *Global Trends in Blended Textile Materials: 2022–2027 Forecast*. Manchester: Textile Institute Press.
- AATCC. (2023). *Color Fastness Testing Standards for Printed Fabrics*. Research Triangle Park: AATCC Publications.
- OEKO-TEX Association. (2021). *Sustainable Textile Production Guidelines*. Zurich: OEKO-TEX Press.
- Smith, J.D., & Lee, S.H. (2020). *Advanced Blending Technologies in Textile Manufacturing*. New York: Routledge.
- ITA. (2023). *China’s Textile Export Performance: Blended Fabrics Focus*. Washington DC: ITA Publications.
- BCI. (2022). *Sustainable Cotton Production Guide*. Geneva: BCI Publications.
